Контроль валов коробки передач на ХРП «АвтоЗАЗ-Мотор»
 Москалюк Анатолий Николаевич: начальник бюро ТОСА ХРП «АвтоЗАЗ-Мотор» ЗАО «ЗАЗ»
Москалюк Анатолий Николаевич: начальник бюро ТОСА ХРП «АвтоЗАЗ-Мотор» ЗАО «ЗАЗ»
 Галаненко Денис Валерьевич: ведущий инженер ЗАО «УкрНИИНК»
Галаненко Денис Валерьевич: ведущий инженер ЗАО «УкрНИИНК»
Статья описывает некоторые аспекты решения задачи контроля глубины проплавления сварных швов шестерен передач с ведущим валом. Раскрыты подходы, использовавшиеся при проектировании установки механизированного контроля на базе универсального многоканального дефектоскопа ОКО-01. Описан опыт ее эксплуатации.
Экономический кризис, который сейчас переживает Украина, ударил по всем. Однако разные предприятия переживают его по-разному. И в большой степени это зависит от того, во что вкладывало средства предприятие в предкризисные года, успело ли оно обновить парк оборудования, сделать свое производство технологичным и экономически эффективным. Одним из важнейших аспектов экономической эффективности производственного процесса является хороший контроль качества на каждом из этапов производства. Наиболее предпочтительным, естественно, считается неразрушающий контроль.
Наше предприятие – ХРП «АвтоЗАЗ-Мотор» – еще во времена совместного украинско-корейского предприятия «АвтоЗАЗ-ДЭУ» усвоило истину, что отлаженный технологический процесс с обязательным контролем качества является залогом успеха. Поэтому когда в 2006 году мы столкнулись с проблемой контроля качества сварных швов приварки шестерен 3-й и 4-й передачи к ведущему валу (выполнявшихся по технологии электронно-лучевой сварки), тут же на предприятии был поставлен вопрос о поиске современного эффективного решения этой задачи контроля. Было сформировано техническое задание и передано в Украинский НИИ неразрушающего контроля.
В соответствии с заданием контролю подлежала глубина проплавления обоих швов. По технологии она должна была составлять не менее четырех миллиметров. Кроме этого, установка должна была выявлять и дефекты в около шовной зоне по браковочному эквивалентному диаметру два миллиметра.
До этого момента на участке функционировала механизированная установка на базе двух одноканальных аналоговых дефектоскопов УД2-12. В ней использовалось по одному датчику на каждую из передач, а вращение детали осуществлялось вручную. Недостатками старой установки являлись: малая точность оценки глубины шва, значительное влияние человеческого фактора – как при настройке дефектоскопов, так и в процессе контроля и, как следствие, весьма низкая достоверность контроля.
Инженерами конструкторского бюро института был разработан полуавтоматический стенд, обеспечивающий однозначную установку ультразвуковых преобразователей на контролируемый вал, подвод к их рабочим поверхностям контактной жидкости (воды) и вращение объекта контроля с постоянной скоростью. Схема управления стенда автоматически останавливает вращение после завершения контроля. Использование такого стенда позволило значительно снизить влияние человеческого фактора на процесс контроля.
Другим важнейшим элементом установки, определяющим достоверность контроля, является комплект ультразвуковых преобразователей. Поскольку требовалось определять глубину проплавления сварных швов с высокой
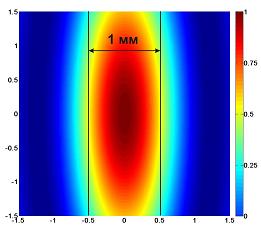
Рисунок 1 – Фокальная зона преобразователя.
точностью, то было принято решение разработать специализированные фокусирующие преобразователи с размером фокального пятна 1 мм. Была построена соответствующая математическая модель, на основании которой был синтезирован преобразователь. Расчетная ширина фокального пятна составила, как и требовалось, 1 мм (см. рисунок 1). Основываясь на расчетах и используя имеющийся у института огромный
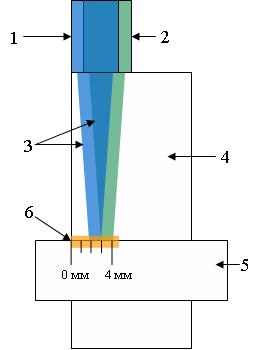
Рисунок 2 – схема контроля сварного шва.
1 – датчик 1;
2 – датчик 2;
3 – поля датчиков;
4 – шестерня;
5 – вал;
6 – сварной шов.
опыт разработки и производства ультразвуковых преобразователей, была изготовлена сначала опытная партия, а затем и комплект датчиков с необходимыми характеристиками. Датчики были размещены в держателях по два на каждую передачу таким образом, чтобы фокальное пятно каждого из них приходилось на третий и четвертый миллиметры глубины проплавления сварного шва. Схему контроля иллюстрирует рисунок 2. В случае полного (свыше четырех миллиметров) проплавления сварного шва сигналы из зоны контроля не поступают. Если глубина проплавления от трех до четырех миллиметров, то на первый датчик поступает эхо-сигнал от границы раздела металл-воздух. Если же такой сигнал поступает и на второй датчик, то значит, глубина проплавления шва составляет даже менее трех миллиметров.

Рисунок 3 – Работа на установке СКВ-01.
Когда стал вопрос о разработке электронной и программной частей установки, то было решено строить ее на базе универсального многоканального дефектоскопа ОКО-01, который, благодаря своей гибкой аппаратной и программной архитектуре наиболее удобен для решения таких задач. ОКО-01 состоит из центрального блока – специализированного промышленного компьютера с большим цветным TFT экраном и защищенной пленочной клавиатурой. Клавиатура разделена на две части – стандартная универсальная клавиатура (справа от дисплея) и шесть программируемых кнопок (под экраном). Такая раскладка позволяет кроме основного меню использовать еще и контекстное, таким образом, обеспечивая доступ к основным функциям каждого режима работы нажатием одной кнопки. Само программное обеспечение также имеет гибкую структуру – позволяет настроить практически любую схему контроля, используя от одного до тридцати двух ультразвуковых каналов. Каналы объединены в блоки – по восемь каналов в каждом. Непосредственно в блоках происходит оцифровка и обработка поступающих сигналов. Далее все данные контроля передаются в центральный блок для визуализации и сохранения. В результате оператор имеет возможность наблюдать как обобщенные, так и подробные результаты контроля на экране дефектоскопа в реальном времени.

Рисунок 4 – Разлом годного сварного шва.
Для удобства оператора в приборе предусмотрена система автоматической сигнализации обнаружения дефекта.
Таким образом, действия оператора при контроле (см. рисунок 3) сведены к минимуму:
- установить деталь во вращатель;
- опустить блоки датчиков;
- нажать кнопки «Старт» на дефектоскопе и на стенде вращения;
- после окончания контроля поднять блоки датчиков и убрать проконтролированный вал;
- если на приборе горят зеленые светодиоды, то вал годный, а если красные – бракованный.
Панель светодиодов показывает, в сварном шве кольца какой передачи обнаружены дефекты, а, анализируя дефектограмму, можно представить себе их расположение по окружности кольца. При необходимости, имеется возможность подтверждения обнаруженных дефектов в ручном режиме.
Все данные контроля, как уже говорилось, сохраняются в память дефектоскопа. В дальнейшем они могут быть переданы на компьютер для дальнейшей обработки, более подробного изучения и документирования.

Рисунок 5 – Разлом дефектного сварного шва (проплавление 2 мм).
В случае выявления установкой СКВ-01 непроваров вал отправляется на повторный цикл сварки, а затем снова на контроль. В подавляющем большинстве случаев повторный контроль показывает, что дефект был устранен. Кроме того, в соответствии с регламентом производится регулярный выборочный (каждый двухсотый вал) разрушающий контроль проконтролированных валов. На рисунках 4 и 5 представлены фотографии разломов фрагментов шестерен.
Установка СКВ-01 была поставлена на ХРП «АвтоЗАЗ-Мотор» в декабре 2006 года. Вслед за этим представителями института было проведено обучение специалистов завода работе на ней, и установка тут же была введена в рабочую эксплуатацию. За два минувших года установкой было проконтролировано 90 693 вала. Благодаря простоте, высоким скорости и достоверности контроля, обеспечиваемых установкой возникла возможность непрерывного мониторинга качества сварных швов. Что, в свою очередь, позволило отладить технологический процесс сварки таким образом, что на сегодняшний день уровень брака не превышает двух процентов. Таким образом, внедрение установки механизированного УЗК на базе ОКО-01 производства ЗАО УкрНИИНК принесло значительный экономический эффект нашему предприятию.
Категории:
Партнёры:



